







GZ系列电磁振动给料机广泛应用于矿山、冶金、煤炭、建材、轻工、电力、机械、粮食等各行各业中,用于块状、颗粒状及粉状物料从储料仓或漏斗中均匀连续或定量地给定到受料装置中去。例如:皮带式输送机、斗式提升机、筛分设备、破碎机、粉碎机等给定、喂料!以及用于自动配料,定量包装等,并可用于自动控制流程中,实现生产流程的自动化。

GZ电磁振动给料机与机械式给料机相比具有以下特点:
1、节能高效,使用简单、投资少、体积小、重量轻、维修方便;
2、无转动零件,不需轴承、减速机构,不需润滑油等;
3、耗电量少,启动电流小,噪音低;
4、给料槽磨损小,适用于输送磨损性大的物料;
5、输送量或给料方便,若与电子秤或微机控制等,设备配套实现自动控制;
6、激振器启动后振幅瞬时即时可达到稳定什值,同样在停车时振幅瞬时消失,这样可提高自动控制的准确度,同时给料机可在满负荷情况下直接启动。

电磁振动给料机的设计初衷是可以给受料设备均匀的提供物料,通过机器上的激振器使给料槽体振动以达到均匀给料的目的。
电磁振动给料机一般由给料槽体、激振器、传动装置等组成。给料槽体用于输送物料,激振器主要作用是利用电磁特性产生振动,传动装置连接各个主体结构。
结构:
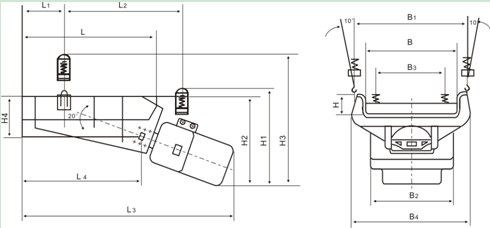
电磁振动给料机由以下产要部件组成(见图1)
I、料槽 Ⅱ、电磁振动器(详见图2)Ⅲ、减振器 Ⅳ、控制箱
图1 电振机简图
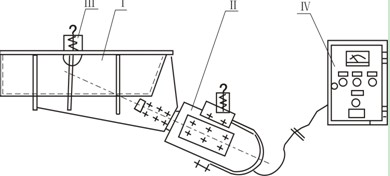
图2(a)振动器示意图(GZ1-GZ5)
安装和调整
l、安装
(1)本系列电振机均为悬挂式安装,其中振动器的悬挂杠杆应垂直吊挂,为了减少给料机的横向摆动,给料槽悬挂吊杆应向外张开10。布置。四个悬挂吊杆吊挂在具有足够刚度的结构上,对于大型给料机为了维修和更换料槽方便,应布置移动滑架悬挂吊杆。
(2)安装时一般不受拆卸安装,安装后的给料要周围应有一定的游动间隙,使给料机处于自由状态。
(3)安装后的给料机横向应水平,以免给料机工作时物料向一侧偏移。
(4)按控制原理图进行接线,并进行接地保护。
(5)安装完的给料机在试运转前必须松开检修时用的联接叉定位螺栓,然后用螺母锁紧,参看图2。
2、调整
给料机出厂前已经调试好,经过现场试车各项基本参数达不到设计要求时,应进行一些必要的调试,其步骤如下:
(1)调整铁芯衔铁之间的装配气隙;
GZ系列电振给料机振动器的设计气隙为2毫米(即铁芯和衔铁的装配间隙)如果装配间隙偏大,将会引起电流的显著增大,以至烧毁线圈;相反,如果气隙偏小,则铁芯和衔铁将容易发生碰撞,造成铁芯和衔铁的损坏。本系列电振给料机装配气隙的调整是用铁芯凸耳的长孔(DZl一DZ5)或铁芯后部的四个调整螺栓(DZ6一DZ9)来实现的。在调整装配气隙的同时,铁硅和衔铁的两个工作面必须保持平行,调整好后再把调整螺栓锁紧。
(2)弹性系统的调谐:本系列电振机的调谐是通过调整板弹簧组的片数来实现的。调谐时,首先拧紧板弹簧的顶紧螺栓并松开装配用的联接叉定位螺栓(参看图2)然后接通电源,调节电位器旋钮,逐渐增加电流,同时观察振幅指示牌所示的振幅增大,电流下降,说明板弹簧组刚度增大,应适当减少板弹簧片数。如果顶紧板弹簧的螺栓放松之后,振幅更加减小,则说明板弹簧组的刚度偏低,应适当增加板弹簧片数。如果初开车,当电流达到额定值时振幅偏大,并超过额定值,则说明板弹簧刚度偏低,亦该适当增强板弹簧片数。
如此反复进行,直至振幅、电流达到额定值为止(当振幅达到额定值时电流稍低于额定值亦可)
使用和说明
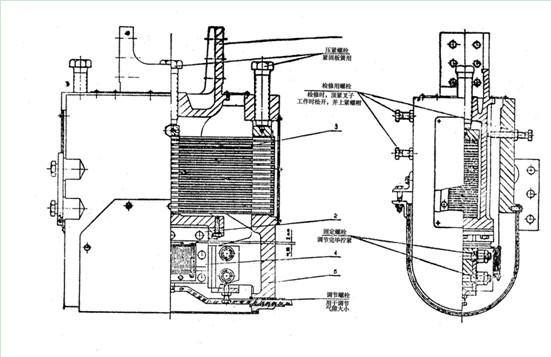
1、振幅的测量
振幅指标牌如图3(a)所示,其指示部分可为一直角三角形。当指示牌与槽体一起振动时,由于视觉暂留,则直角边与斜边形成一个交点,其交点所对应的标尺数即为被测槽体的双振幅值,如图3(b)所示,当双振幅为2毫米时,交点就对应在标尺2处。
2、起动及停止
初次开动电振机前,应先将电位器旋钮调至“零”位,接通电源后逐渐增大电流,直至额定值,以免由于意外原因烧毁控制箱和线圈。
本系列电振机允许在定额电压、电流和振幅下直接起动与停车。
3、试运转
给料机出厂前已进行时间不少于四小时的空载试车,设备在现场安装调整完毕后一般也应该进行短期试运转,在试动转过程中振幅和电流除随电网电压波动而变化外应该是稳定不变的。
4、生产率的调节
电振给料机的生产率调节通常采用如下两种方法:
(1)调节给料机的振幅,在额定振幅范围内,通过旋转控制箱电位器旋钮或输入自动控制信号可以直接调节振幅,从而可以无级地调节给料机的生产率。
(2)调节料仓闸门的开度,改变料层厚度,也可以达到调节给料机生产率的目的。
5、运行维护
给料机的运行过程中必须经常检查经料槽振幅及电流的额定情况,如遇板弹簧顶紧螺栓松动或板弹簧断裂,铁芯和衔铁之间气隙发生变化或撞击,必须立即处理。给料机在使用第一周内必须每天每班检查并拧紧所有顶紧螺栓,固定螺钉和螺帽。一周后可隔一天检查并拧紧一次,直至设备运转为止。
6、其它
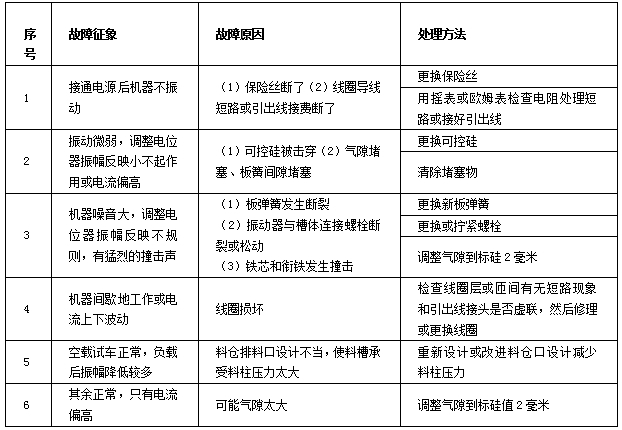
振动器的密封罩必须盖好,以防板弹簧之间的间隙堵塞。运行中其它故障,产生原因及处理方法参看表l:
表1 运行中的其它故障及处理方法
GZ系列电磁振动给料机的选型
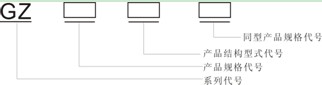
1、GZ系列电磁振动给料机型号说明
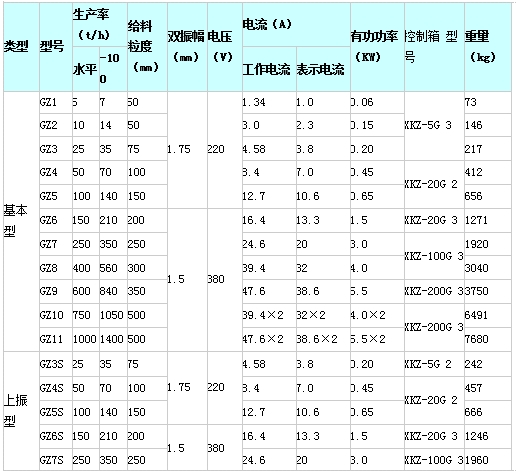
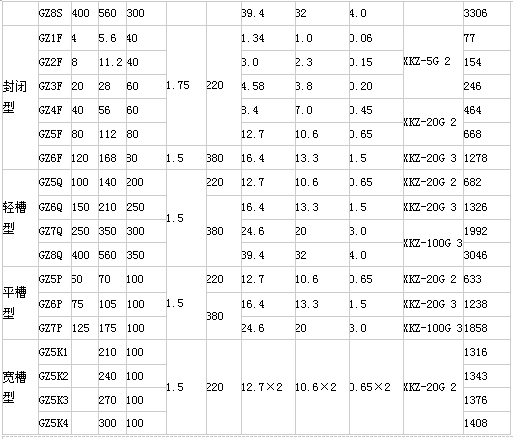
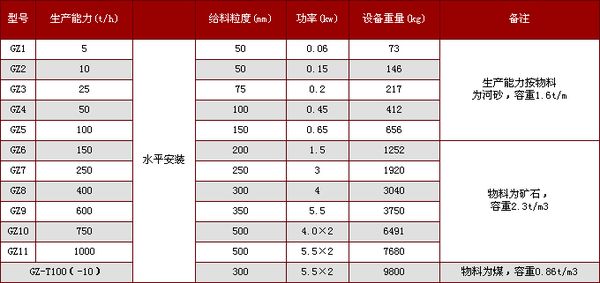
2、GZ系列电磁振动给料机的生产率
基本型、上振型、封闭型三种型式的给料机中GZ1-GZ5型的生产率按物料比重1.6吨/米3,给出:GZ6一GZ11型给料机生产率按物料比重2.3吨/米3给出,平槽型、宽槽型给料机生产率按配煤和选煤条件给出。
当实际物料比重大于计算比重或小于计算比重的,给料机的生产率应按实际物料比重进行折算。
电振给料机的实际生产率还和给料机的安装方式(水平或倾斜)、料层厚度、物料粒度、含水量、粘性、摩控系数等有关,所以选用时应按下式进行计算:
Q=QH·r/rp·C1·C2·C3式中:
Q:实际生产率(吨/小时)
QH:标准生产率(吨/小时)
r:实际物料比重(吨/米3)
rp:设计物料比重(吨/米3)
C1:给料机安装倾角修正系数。
C2:物料含水量修正系数。
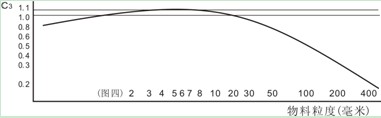
C3:物料粒度修正系数。
C1、C2、C3值按图4(a)、(b)、(c)查出。
图4(a)安装倾角与生产率修正系数C1的关系
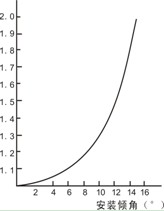
图4(b)水分含有量与生产率修正系数C2的关系
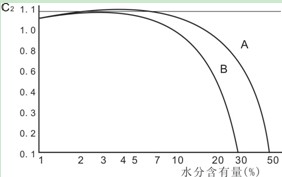
图中:曲线A用于沙、矿石、煤焦炭等不亲水物料。
曲线B用于盐、粘土、石膏等亲水物料。
图4(c)物料料度与生产率修正系数C2的关系
实际上,上述的计算公式仍然是近似的,由于物料的物理性质不同,输送效率差异也较大,也有物料甚至不能输送。因此,对于附着性大的粘性物料及假比重大于2.8的物料不能按上式计算给料机的生产率。
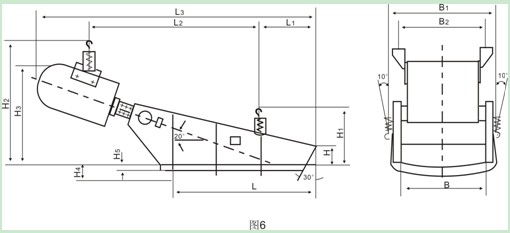
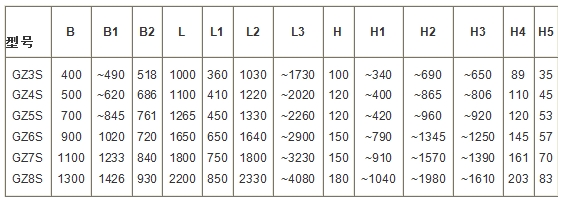
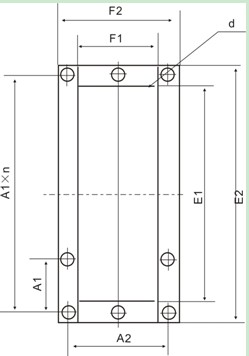
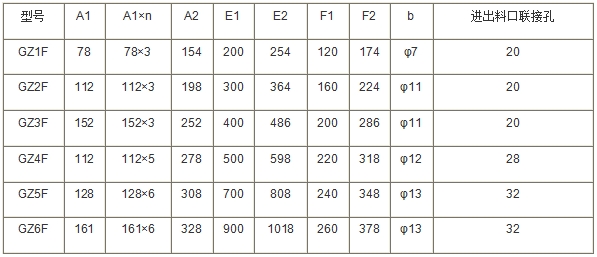
基本型尺寸(毫米)图5(a)
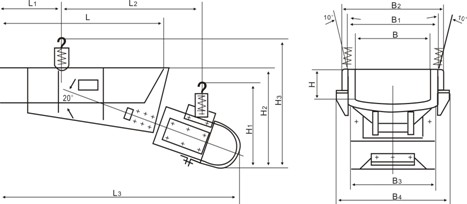
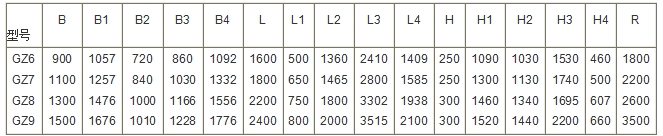
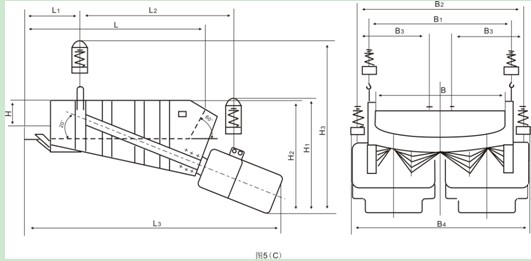
基本型尺寸(毫米) 图5(c)

基本型尺寸(毫米) 图6
基本型尺寸 (毫米) 图7(a)
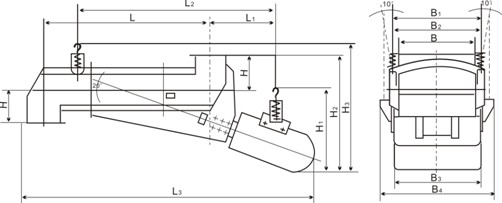
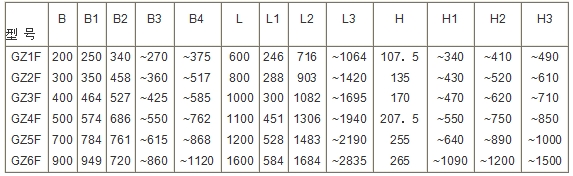
封闭型进出料口尺寸 (毫米)
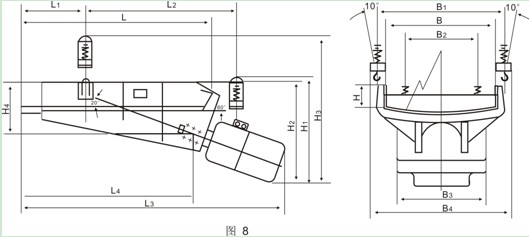
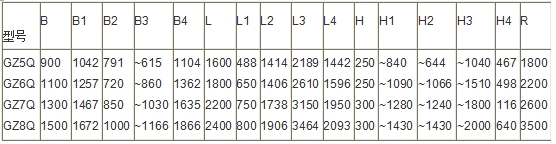
轻槽型外形尺寸(毫米) 图8
平槽型外形尺寸(毫米)

设备选型
GZ系列电磁振动给料机结构形式的分类及用途
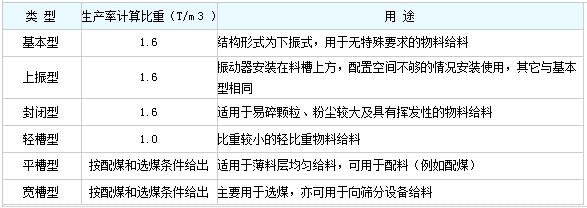
实际物料比重大于或小于上述计算比重时,生产率应按实际物料比重进行折算。实际生产率和给料机的安装方式、料层的厚度、 物料含水量、粘性、摩擦系数等有关,选用时请参考详细选型手册。



- 上一篇:K型往复式给料机
- 下一篇:GZG系列振动给料机